





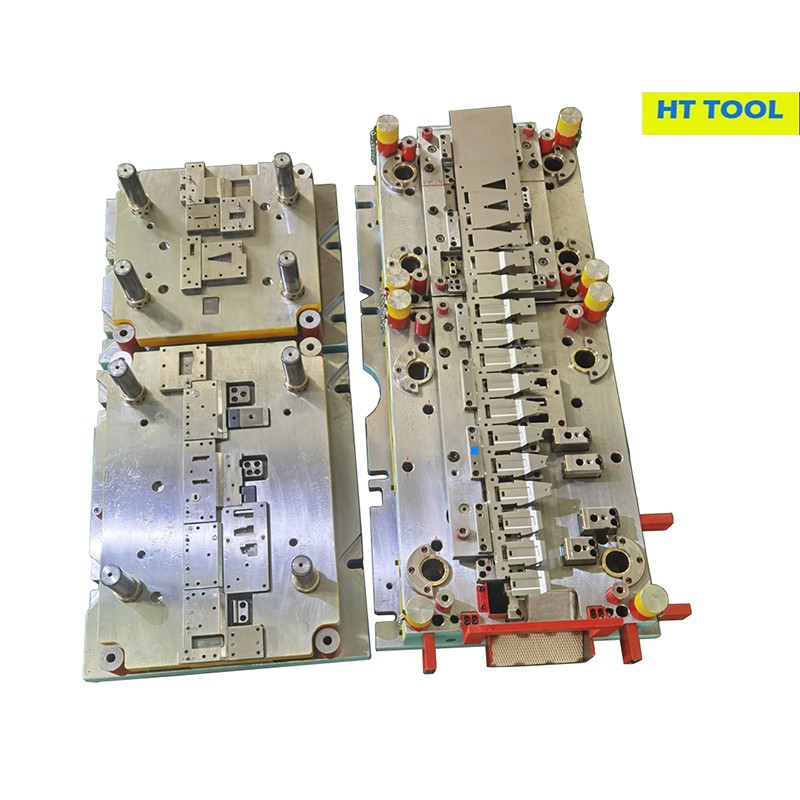
Составной инструмент и прогрессивный инструмент
Размер продукта: 2500л*700в*550ч
Материал: углеродистая сталь, нержавеющая сталь, алюминиевая пластина, латунь, медь или оцинкованный листовой металл и т. д.
Описание продукции
|
Название продукта |
Составной инструмент и прогрессивный инструмент |
|
Пункт №. |
HTSD-004 |
|
Размер продукта |
2500L*700W*550H |
|
Материал |
Углеродистая сталь, нержавеющая сталь, алюминиевая пластина, латунь, медь или оцинкованный листовой металл и т. д. |
|
Толщина материала |
0.5-8мм или по индивидуальному заказу |
|
Обработка поверхности |
Оцинковка, порошковое покрытие, покраска, полировка, чистка щеткой, хромирование, анодирование, пескоструйная обработка и т. д. |
|
Обрабатывающее оборудование |
ЧПУ, электроэрозионная обработка, Арджи Чармилес, фрезерный станок, 3DCMM, |
|
Метод логотипа |
Лазерная гравировка, гравировка ЧПУ. |
|
Промышленное применение |
Автомобильная промышленность, бытовая техника, электроника, аэрокосмическая промышленность |
|
Упаковка |
Деревянный ящик или по вашему желанию |
|
Испытательный центр |
Трехкоординатный измерительный станок, микрометр, штангенциркуль, 3D-сканер. |
|
Производственные возможности |
150 комплектов в год |
Введение составного инструмента и прогрессивного инструмента:
Составные штампы изготавливаются с помощью конструкции составных штампов. Эта матрица предназначена для выполнения нескольких задач при каждом ходе пресса и используется для таких операций резки, как вырубка и прошивка. Благодаря своей способности выполнять задачи быстрее, чем простые штампы, составные штампы больше подходят для сложных или трудных работ.
Прогрессивная штамповка инструмента идеально подходит для длительных производственных циклов благодаря высокой повторяемости. В этом методе штамповки металла используется одна машина с несколькими штамповочными станциями. Каждая станция, на которой выполняется операция штамповки, автоматически перемещает металлическую полосу заготовки. На последнем этапе готовую деталь необходимо отрезать от полосы.


Составной инструмент и прогрессивный инструментальный процесс
Составной инструмент и прогрессивный инструмент предлагают экономичный и эффективный метод для производства больших объемов продукции с использованием прогрессивной матрицы. Штамп содержит несколько штамповочных станций, которые выполняют уникальные операции формовки, когда через машину подается полоса листового металла. Объединение необходимых штамповочных инструментов в один комплект штампов повышает эффективность проекта штамповки.
Следующие компоненты необходимы для прогрессивной матрицы:
❆Набор штампов
❆Кнопки (втулки)
❆Удары
❆Держатель пунша
❆Пластина (раздел)
❆Пины
❆Устранение слизней
❆Стриптизёрша
Составной и прогрессивный инструмент также могут включать в себя такие функции, как вспомогательные вкладыши, стопорные блоки, направляющие или датчики. Основная цель этих компонентов — обеспечить аккуратное обращение с материалом.
Прогрессивная штамповка металла состоит из следующих этапов:
Прогрессивная матрица расположена внутри штамповочного пресса с возвратно-поступательным движением.
Пресс движется вверх, увлекая за собой верхнюю матрицу и позволяя металлической полосе подаваться в оборудование.
Когда пресс движется вниз, матрица закрывается для выполнения операции штамповки.
Готовая деталь освобождается от штампа при каждом ходе пресса.
Станция окончательной резки отделяет готовые детали от конвейерного полотна.
Наши услуги
CAE-анализ:Точный анализ CAE помогает улучшить качество деталей и оптимизировать прогрессивную штамповку для штамповки металла и другие процессы штамповки. Параллельное проектирование, анализ конструкции продукта и раннее участие могут помочь сократить время выполнения проекта. Это пример нашего CAE-моделирования прогрессивной штамповки металлов:
CAE-моделирование

3D моделирование трансферной матрицы

Проектирование штампов:В отделе проектирования инструментов мы можем предоставить нашим клиентам полный спектр услуг. Инженеры используют AUTOFORM для обеспечения технологичности штамповок и моделирования (доступны исследования от трещин, складок, отскока, компенсации, видео и т.д.). Для полного проектирования оснастки в 3D/2D наши дизайнеры (x9) используют программное обеспечение UG.
3D прогрессивная штамповка металладизайн

3D трансферная матрицадизайн

Управление проектом:Для каждого проекта прогрессивной штамповки металла мы назначаем одного инженера-проектировщика, который будет управлять всей процедурой, от замысла самого начала до идеального завершения. У нас замечательная команда менеджеров проектов, которая имеет сильный инженерный опыт и хорошо владеет английским языком. Это помогает вашему проекту идти гладко и под контролем. Мы будем держать клиента в курсе подробной информации об этом проекте посредством еженедельного отчета и обновленных фотографий. Заказчику одновременно легко управлять проектом. Мы обеспечим высокий уровень обслуживания клиентов путем самосовершенствования. Всего один телефонный звонок или электронное письмо, и вы увидите, что мы готовы принять вас в любое время.

Оптимизация производственных затрат:При тесном сотрудничестве с клиентами, от планирования процесса до проектирования инструментов, мы всегда тратим много ресурсов и усилий на максимизацию коэффициентов использования материала и хода пресса, а также на минимизацию количества инструментальных станций, обеспечивая при этом стабильность и повторяемость производства.

Производство штамповочных штампов:HT Tool может производить прогрессивную штамповку металла собственными силами, чтобы удовлетворить все потребности наших клиентов. Наш инженерный отдел работает с нашими талантливыми сотрудниками, чтобы гарантировать качество ваших деталей. В таблице ниже приведен список нашего механообрабатывающего оборудования:
|
Пункт №. |
Оборудование |
Спецификация (мм) |
КОЛ-ВО |
|
1 |
Пресс-машина |
800 T(4200*1900*1200) |
1 |
|
2 |
400 T (3300*1500*750) |
1 |
|
|
3 |
200 T (2400*840*550) |
1 |
|
|
4 |
Кормораздатчик «три в одном» |
Ширина 600 мм, толщина 0,5- 4,5 мм. |
1 |
|
5 |
Кормораздатчик «три в одном» |
Ширина 1200мм, толщина 0.5- 6.0мм. |
1 |
|
6 |
ЧПУ |
2500*1700*1000 |
1 |
|
1100*650*750 |
1 |
||
|
800*500*550 |
3 |
||
|
7 |
Поверхностно-шлифовальный станок |
1000*600 |
1 |
|
8 |
800*400 |
1 |
|
|
9 |
Ручной шлифовальный станок |
150*400 |
2 |
|
10 |
Вертикальный сверлильный станок |
ф1~32 |
3 |
|
11 |
Радиально-сверлильный станок |
¢1~32 |
1 |
|
12 |
¢1~50 |
1 |
|
|
13 |
Фрезерный станок |
1150*500*500 |
2 |
|
14 |
Обычные станки для резки проволоки |
800*630 |
1 |
|
15 |
500*400 |
4 |
|
|
16 |
Машины для быстрой резки проволоки |
800*500 |
1 |
|
17 |
500*400 |
1 |
|
|
18 |
Стома ЭДМ |
300*200 |
1 |
|
19 |
3D-сканер |
650*550 |
1 |
Пробная штамповка штампа:У нас есть механический пресс от 200 до 800 тонн.

Механический пресс 200T
Максимальный размер стола: 2400*840*550 мм

Механический пресс 400T
Максимальный размер стола: 3300*1500*750 мм

Механический пресс 800T
Максимальный размер стола: 4200*1800*1200 мм.
Служба единого окна:Являясь профессиональным производителем прогрессивной штамповки металла в китайской инструментальной промышленности с солидными возможностями и значительными мощностями, HT Tool and Die предлагает клиентам комплексное решение, разрабатывая и производя инструменты для холодной и горячей штамповки, проверки приспособлений и сварочных приспособлений в мировом автомобилестроении. промышленность.
Сравнение штамповочных штампов: простой и составнойумеретьпротив прогрессивногоштамповка металлапо сравнению с трансферными штампами
|
Особенность |
Простая матрица |
Составная матрица или комбинированная матрица |
Прогрессивныйштамповка металла |
Трансферная матрица |
|
Операции |
Одна операция |
Многократные операции (один ход). Очень ограничен в дизайне. |
Множественные операции (последовательность). Немного ограничен в дизайне. Для некоторых сложных операций рисования потребуется трансферный штамп. |
Многократные операции (перенос между станциями). Возможен любой рабочий процесс. |
|
Станции |
Одна станция |
Одна станция |
Несколько станций |
Несколько станций |
|
Сложность |
Низкий |
От низкого до среднего |
Высокая сложность |
Высокая сложность |
|
Тестирование и настройка пресс-формы |
Легкий |
Трудный |
Умеренный. Модули уменьшают сложность и повышают эффективность настройки. |
Обычно проще, чем прогрессивный, но требует передаточных и подъемных устройств, которые также сложны в конструкции. |
|
Эффективность |
Очень низкий |
Низкий |
Очень высокий |
Высокий. Медленнее, чем прогрессивная, учитывая необходимые операции передачи. |
|
Расходы |
Низкая стоимость оснастки, высокая стоимость единицы детали |
Средняя стоимость инструмента, средняя стоимость единицы детали |
Высокая стоимость оснастки, очень низкая стоимость единицы детали. |
Обычно более высокая стоимость инструмента и единицы продукции, чем у прогрессивных. |
|
Объем производства |
Низкая громкость |
От среднего до большого объема |
Большой объем (подходит для массового производства) |
Большой объем (подходит для массового производства) |
|
Пригодность |
Простые детали |
Простые детали |
Сложные детали |
Более крупные и/или вогнутые детали, сложные детали |
|
Коэффициент использования материала |
От умеренного до высокого |
От умеренного до высокого |
Умеренный. Потребность в пилотах и авианосцах может снизить использование материалов. Хороший дизайн может значительно сократить количество производимого лома. |
От умеренного до высокого |
|
Операция гашения |
1 удар |
1 удар |
Последняя операция |
Первая операция |
Составной инструмент и прогрессивный инструмент. Применение:

Доставка и упаковка для составного инструмента и прогрессивного инструмента:

Срок поставки составного и прогрессивного инструмента:
|
|
Прогрессивный инструмент |
Составной инструмент |
||||
|
Время выполнения |
Маленькие штампы (Меньше или равно 1 М) Недели |
СерединаРазмер ( 2 M-3M ) Недели |
Большой Размер (3M- ) Недели |
Sторговый центрРазмер Меньше или равно 2000 мм недели |
MЭдиум умирает 2000-3000 мм недели |
Большой размер Больше или равно 3000 мм. недели |
|
Моделирование |
2 -3.5 недель |
3.5 -5.5 недель |
5,5 недель |
2 -3.5 недель |
3.5 -5.5 недель |
6 недель |
|
Дизайн |
||||||
|
Шаблон |
|
|
|
0.5 недель |
0.5 недель |
1 нед. |
|
Литье/сталь |
0.5 -1 недель |
1 нед. |
1,5 недели |
3 недели |
4 недели |
4 недели |
|
Производство |
2.5 -3.5 недель |
3.5 -5.5 недель |
7 недель |
2.5 -4 нед. |
3.5 - 5.5 недель |
7 недель |
|
Термическая обработка |
||||||
|
Сборка |
3 - 4 недель |
5 - 10 недель |
10 недель |
3 - 4 недель |
5 - 10 недель |
10 недель |
|
Детали, вырезанные лазером |
||||||
|
Части инструмента |
||||||
|
ОК Запчасти |
||||||
|
Откупиться |
||||||
|
Общий |
8 -12 недель |
13 -22 недель |
24 недели |
11 -15 недель |
16.5 -25.5 недель |
28 недель |
Часто задаваемые вопросы:
Каковы различные типы штампов?
✹Различные типы штампов
✹Простой кубик.
✹Комплексная матрица.
✹Прогрессивная кость.
✹Переносной кубик.
✹Комбинированный кубик.
✹Множественный кубик.
✹Круглый разъемный штамп.
✹Регулируемая матрица.
Определение и процесс создания составного инструмента?
Штамповка составным инструментом отличается от штамповки прогрессивным инструментом тем, что несколько операций, таких как резка и формовка, выполняются за один ход. Этот метод похож на то, как повар выполняет несколько операций по нарезке одним быстрым движением.
Он особенно эффективен для изготовления плоских деталей, где необходимо добавить несколько элементов одновременно. Этот одноходовой подход обеспечивает высокую точность и соосность, что делает его идеальным для деталей с высочайшей точностью размеров.
Преимущества соединенияИнструмент штамповки?
Основным преимуществом штамповки составным инструментом является ее точность. Поскольку несколько операций выполняются за один ход, риск несовпадения процессов сводится к минимуму, что приводит к получению высокоточных деталей.
Этот метод также эффективен для производства плоских компонентов, поскольку он уменьшает количество необходимых ударов по сравнению с другими методами, тем самым ускоряя производство.
Кроме того, при штамповке составными инструментами образуется меньше отходов, что способствует экономии затрат и экологической устойчивости.
Недостатки и ограничениякомбинированного инструмента
К ограничениям штамповки составным инструментом относится более низкая скорость производства, чем у прогрессивной штамповки инструмента, поскольку она обычно используется для более детальной и точной работы, а не для высокоскоростного массового производства.
Более того, существуют более эффективные методы для сложных деталей, требующих нескольких операций гибки или формовки. Сложность и глубина изготавливаемых деталей ограничены, а это означает, что этот метод лучше всего подходит для более простых и плоских компонентов.
горячая этикетка : Составной инструмент и прогрессивный инструмент, Китайские производители составных инструментов и прогрессивный инструмент, поставщики, завод, Мебельная оборудование штамповка., Высокая точность штамповки умирает, Высокая скорость штамповка, Другая металлическая штамповка умирает, Прототип умирает, Панч, захватывающие
Предыдущая статья
Прогрессивный инструмент для обработки листового металлаСледующая статья
высокоскоростной штамповочный штампВам также может понравиться





Отправить запрос